Роботизированный комплекс для MIG/MAG сварки поперечин рам карьерных самосвалов
Роботизированный комплекс предназначен для выполнения технологических операций сварки поперечин рам карьерных самосвалов в трехсменном режиме работы. В состав комплекса входят промышленный манипулятор, колонна с вертикальной дополнительной осью и пятиосевой позиционер, оснащенный двумя идентичными рабочими местами (по две дополнительной оси под управлением манипулятора на каждое рабочее место).
Две рабочие стороны позиционера позволяют обеспечить непрерывный процесс выпуска изделий: пока одно из рабочих мест находится в зоне работы промышленного манипулятора, второе находится в зоне ручной обработки и сборки деталей. Поворот позиционера осуществляется с помощью панели управления робототехническим комплексом. Рабочее место со стороны оператора после разворота автоматически переключается в ручной режим работы с выносного кнопочного пульта.
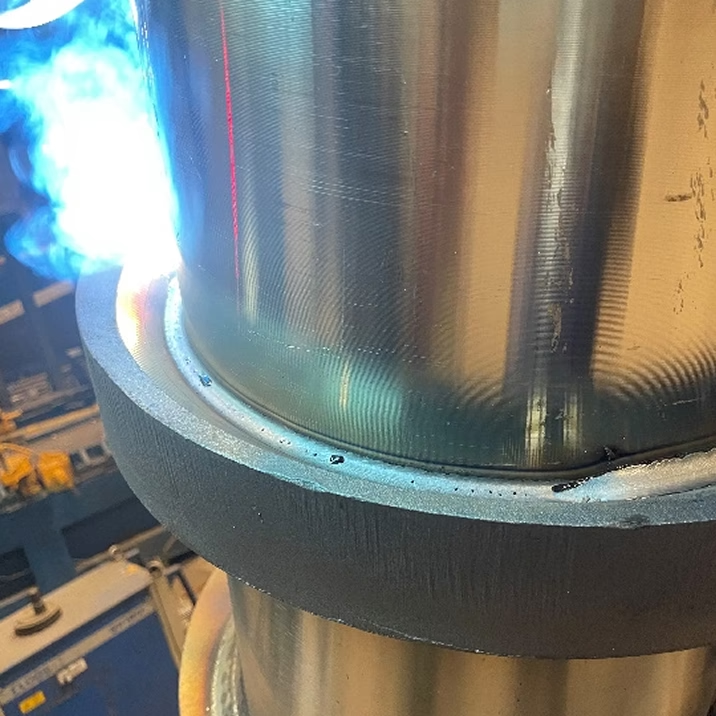
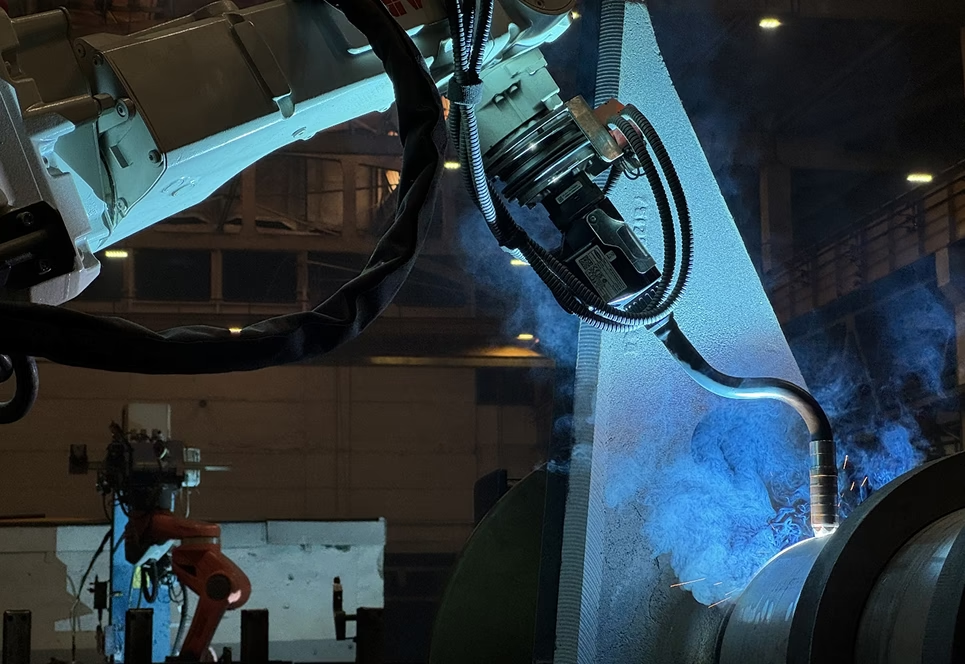
Предварительный подогрев детали производится с помощью газовой горелки, смонтированной на съемном кронштейне. В процессе подогрева осуществляется непрерывный контроль наличия пламени; определение температуры подогрева выполняется автоматически с помощью пирометра. По достижении заданной температуры нагрева, манипулятор кладет инструмент подогрева на станцию сменного инструмента и приступает к сварке. Розжиг пламени происходит с помощью горелки с запальным устройством автоматического зажигания.
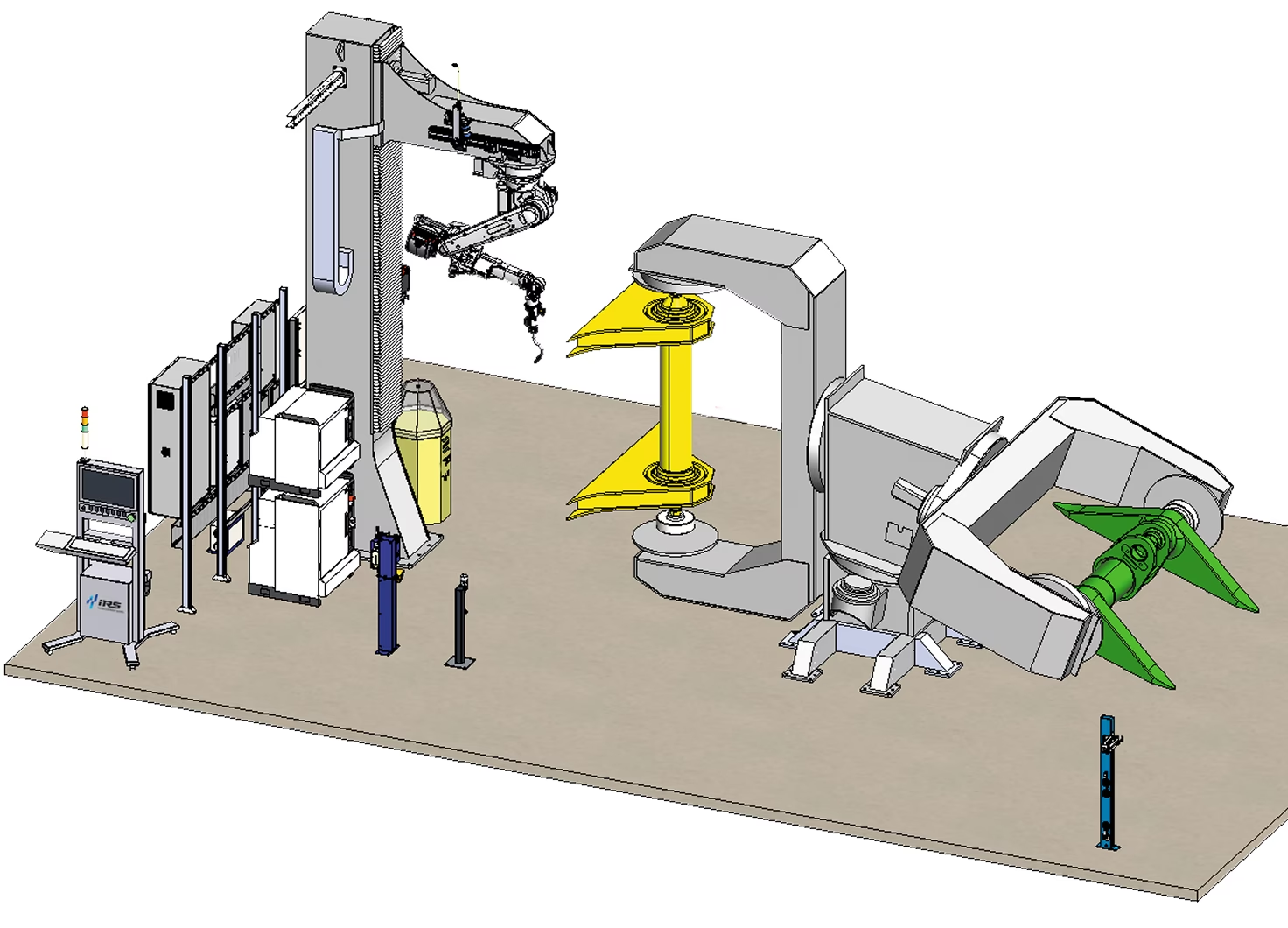
Схема рабочего места
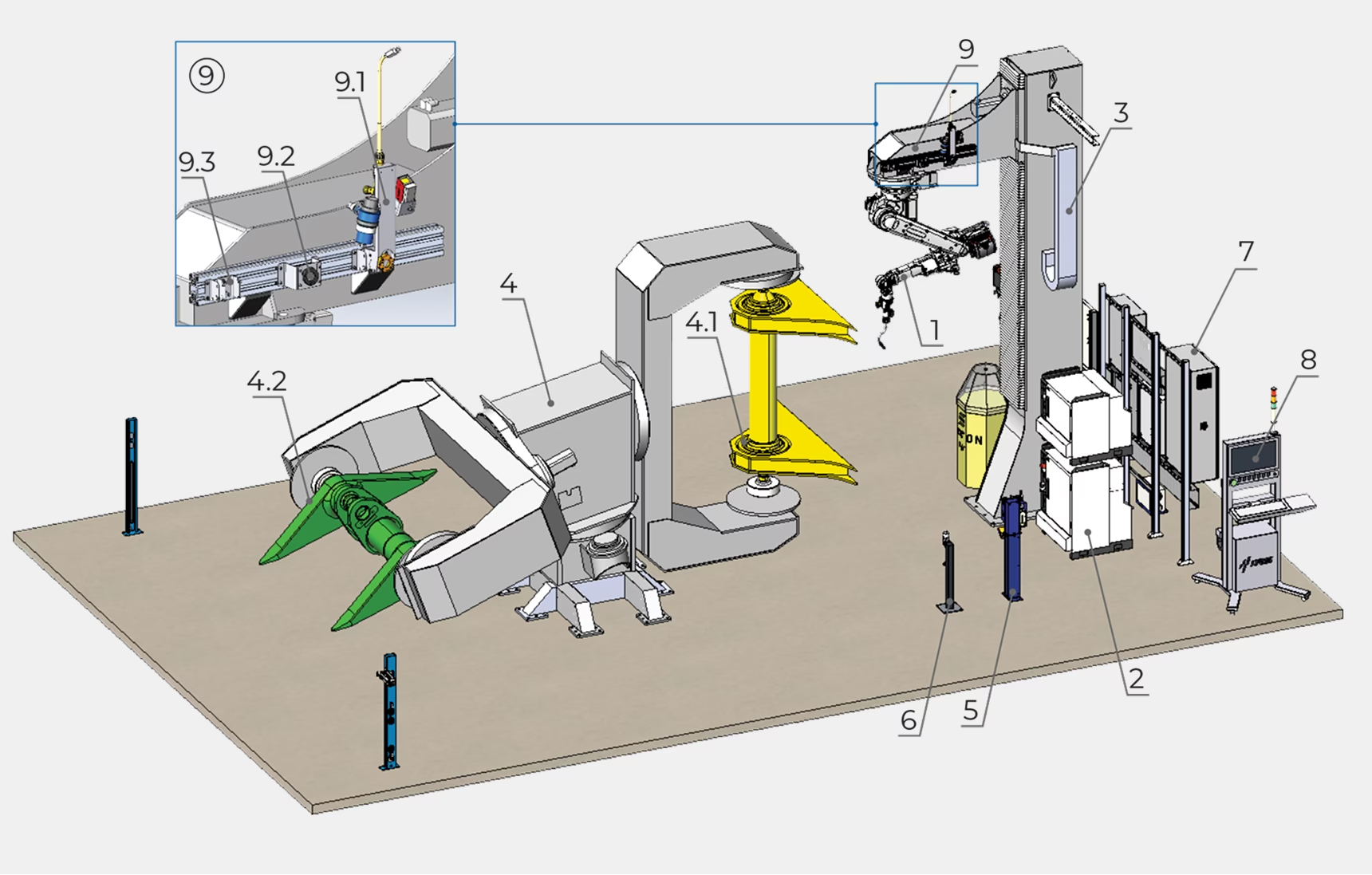
А — план комплекса, Б — компоновка рабочего места
- Промышленный манипулятор
- Контроллер промышленного манипулятора
- Колонна промышленного манипулятора
- Пятиосевой позиционер:
- 4.1. Рабочее место №1
- 4.2. Рабочее место №2
- Станция очистки сварочной горелки
- Автоматическое устройство зажигания газовой горелки
- Панель шкафов управления РТК
- Стойка оператора
- Станция сменного инструмента:
- 9.1. Съемный инструмент для газового подогрева
- 9.2. Заглушка
- 9.3. Резервное место
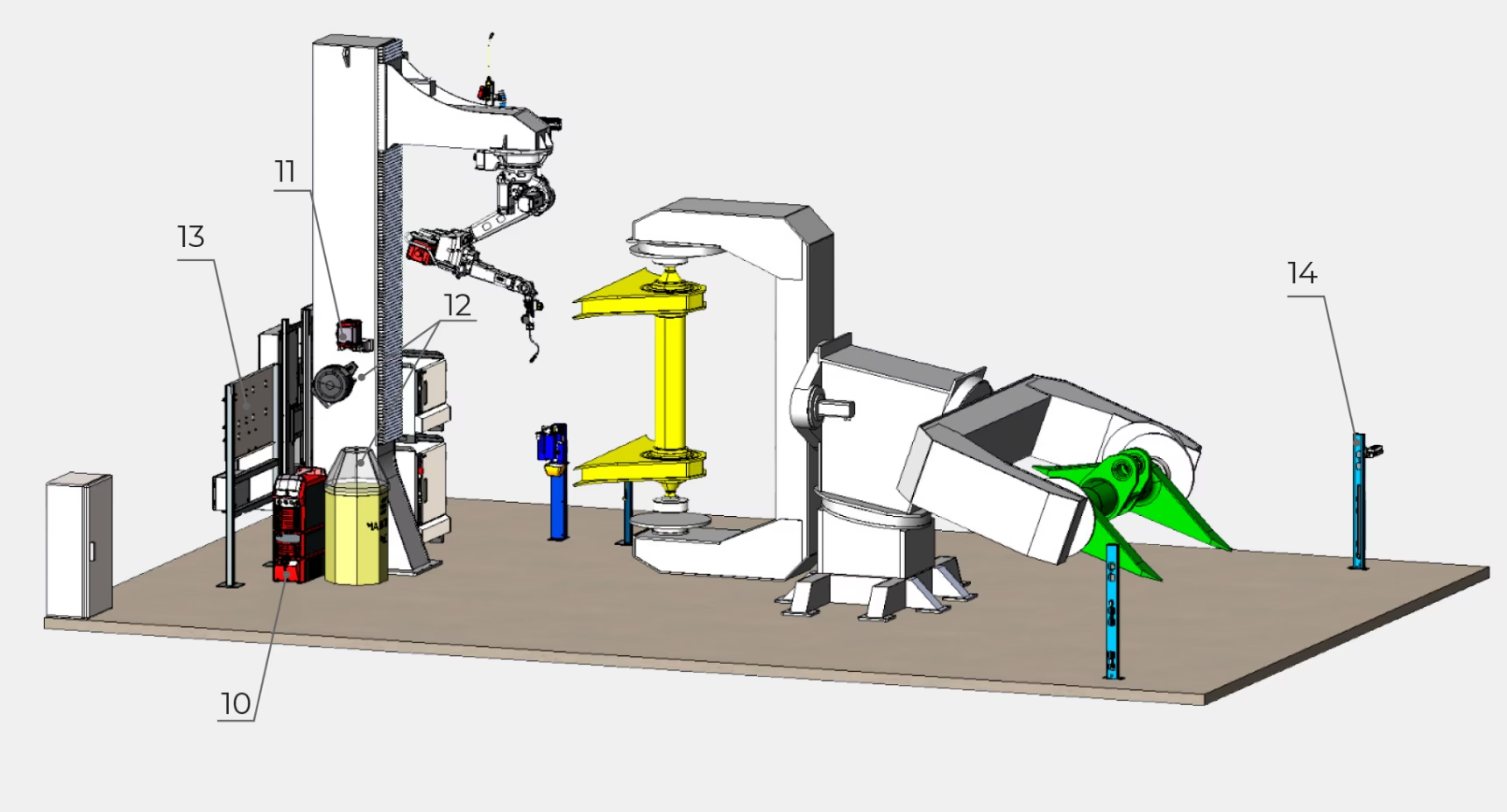
- Сварочный источник питания
- Проволокоподающий механизм
- Бочка и катушка с проволокой
- Газовая панель управления
- Световые барьеры
Обслуживание РТК может осуществляться одним
оператором-сварщиком.
Основные задачи оператора РТК:
- Сборка, установка, извлечение изделия
- Запуск технологического цикла в автоматическом режиме
- Контроль выполнения рабочих программ
- Осуществление операций ручной сварки в рабочей зоне оператора
- Замена быстроизнашивающихся элементов и расходных материалов
- Визуальный контроль качества сварных соединений
- Корректировка рабочих программ (при необходимости)
- Написание рабочих программ (при необходимости)
Компоненты системы
Промышленный робот-манипулятор
Тип — шарнирно-сочлененный антропоморфный
Макс. рабочий радиус — 1850 мм
Грузоподъемностьь — 15 кг
Количество осей — 6
Повторяемость позиции, RP — 0,026 мм
Ход вертикальной колонны — 2390 мм

Пятиосевой позиционер
Кол-во рабочих мест — 2 шт
Грузоподъёмность каждого рабочего места — 1200 кг

Сварочный источник питания
Охлаждение сварочной горелки — жидкостное
Диапазон сварочного тока — 3–600 А
Диапазон выходного напряжения (MIG/MAG) — 14,2–44,0 В
КПД источника тока при 400 А/36 В — 89%
Напряжение холостого хода — 74 В

Манипулятор со сменным инструментом для газового подогрева
- Горелка для подогрева
- УФ-датчик контроля наличия пламени
- Инфракрасный пирометр
- Кронштейн инструмента для газового подогрева
- Пневматический захва
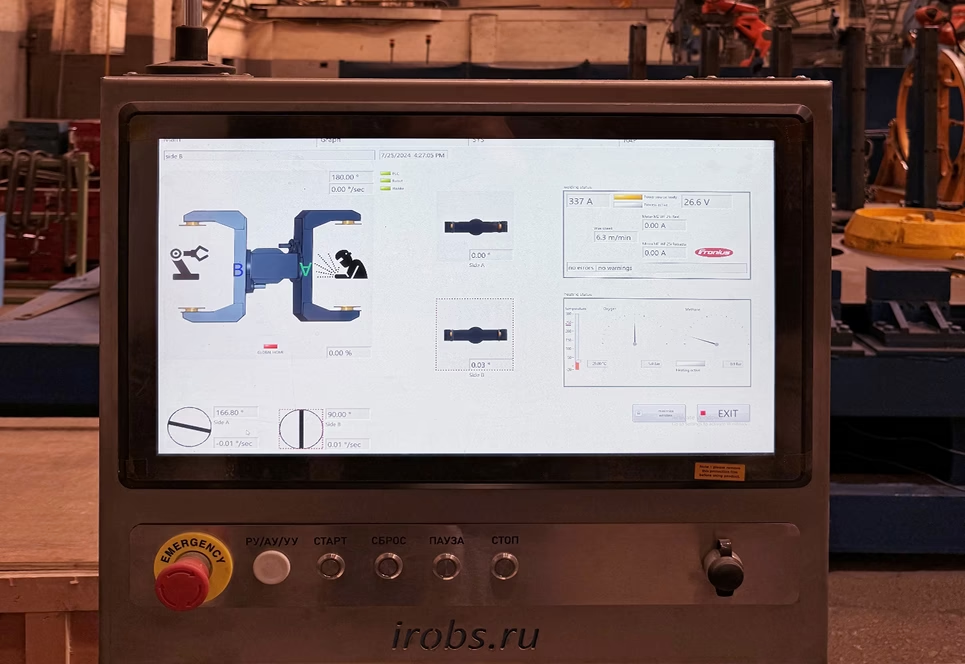
Панель оператора
- Цветной сенсорный дисплей оператора
- Диагональ экрана до 22″
- Кнопки экстренного отключения
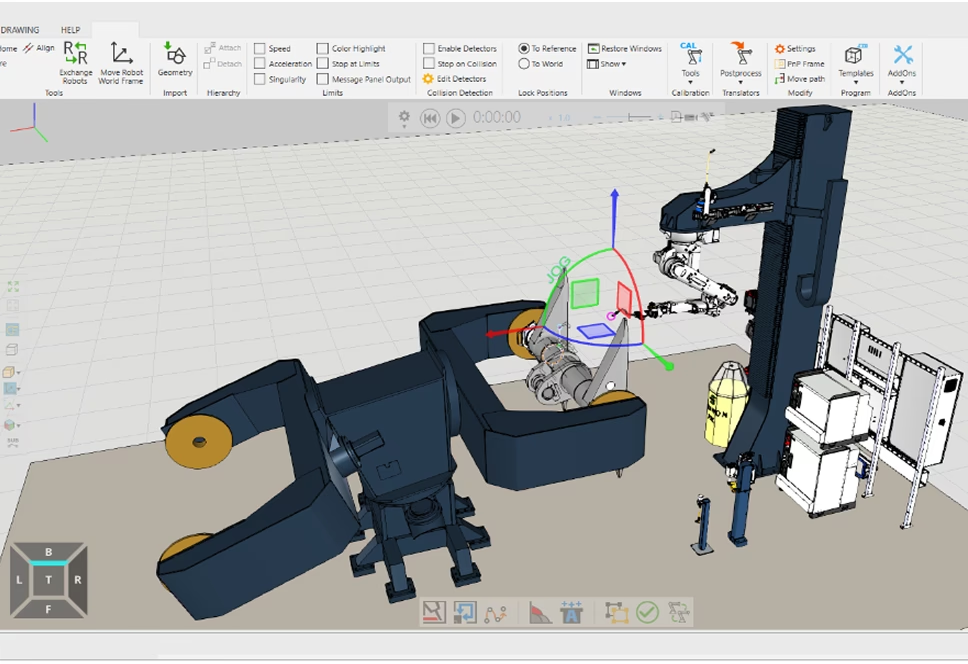
ПО для офлайн программирования
Позволяет выполнять следующие операции:
- Написание траекторий перемещения манипулятора
- Создание «поисков» сварных соединений
- Создание траекторий сварки
- Создание траекторий для многопроходной сварки
- Проверка созданных траекторий на угрозу столкновения манипулятора с периферией РТК
- Симуляция написанных программ
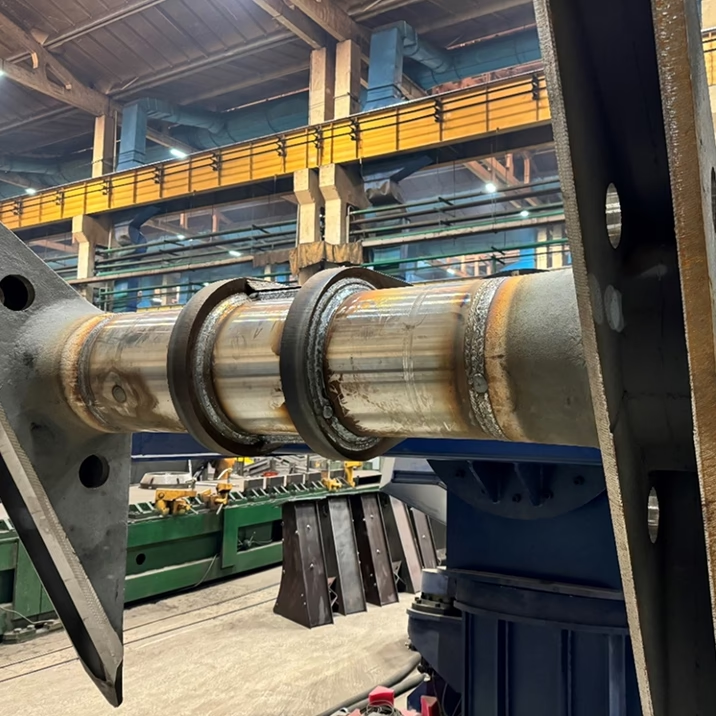
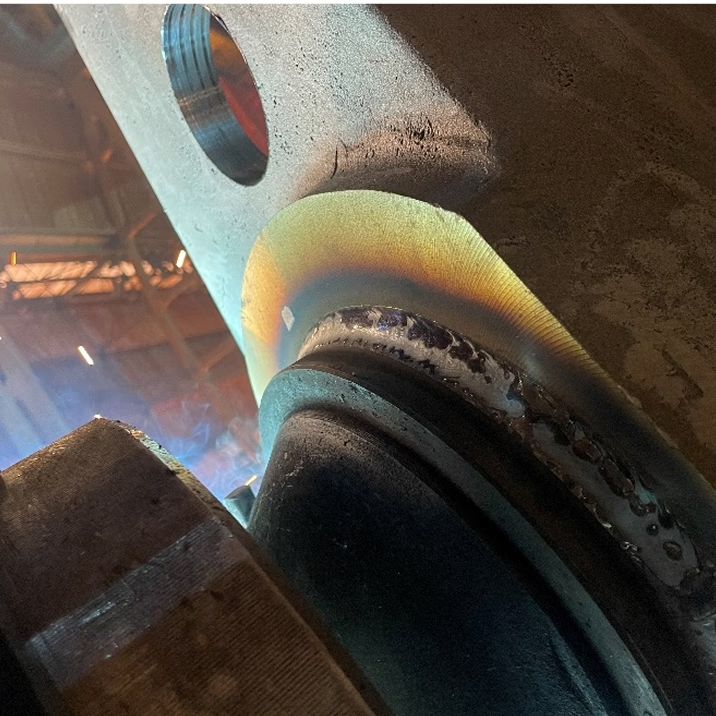
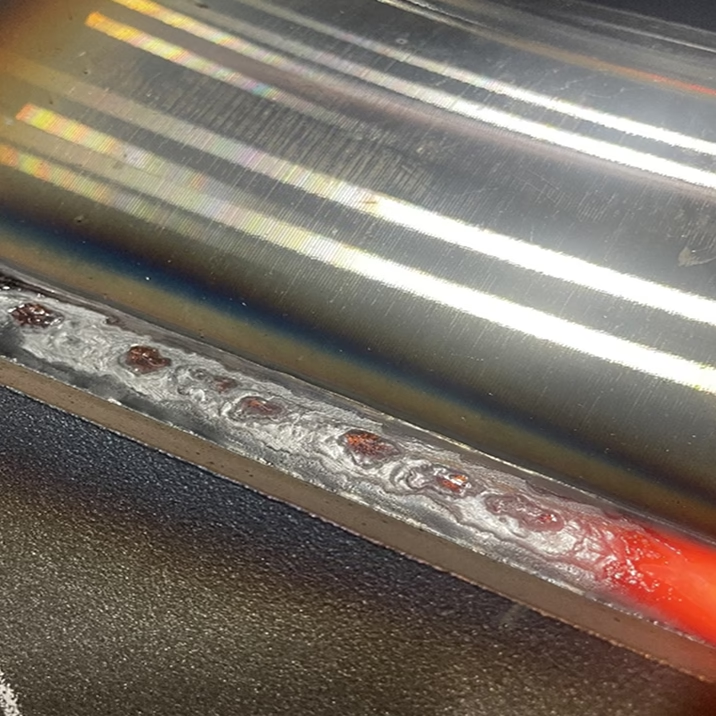
Примеры работы комплекса